弹簧绕制工艺
弹簧绕制是弹簧制造的核心成型工序,通过精密数控设备将钢丝按照设计参数卷绕成特定形状的螺旋弹簧。 绕制精度直接决定弹簧的力学性能、使用寿命和一致性,是整个生产流程中技术要求最高的环节。
顶立弹簧采用日本及台湾进口的高精度 CNC 卷簧设备,配合自主开发的工艺参数数据库, 可实现线径 0.1mm~16mm 范围内各类压缩弹簧、拉伸弹簧、扭转弹簧的高效稳定生产。
工艺流程
从弹簧设计到质量检测,每一步都经过严格的工艺控制
弹簧设计
弹簧制造的第一步是精确的工程设计。我们的工程师团队根据客户提供的技术要求, 综合考虑使用环境、载荷条件和疲劳寿命等因素,确定弹簧的材质、线径、外径、自由长度、 有效圈数、节距和弹性系数等关键参数。通过专业的弹簧设计软件进行仿真验证, 确保设计方案在量产前即满足所有性能指标。
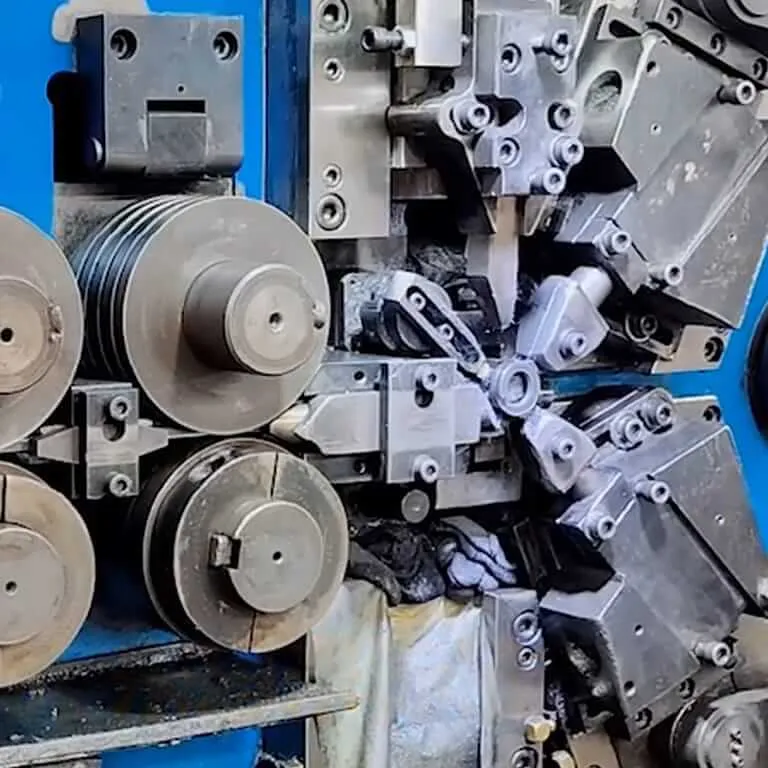
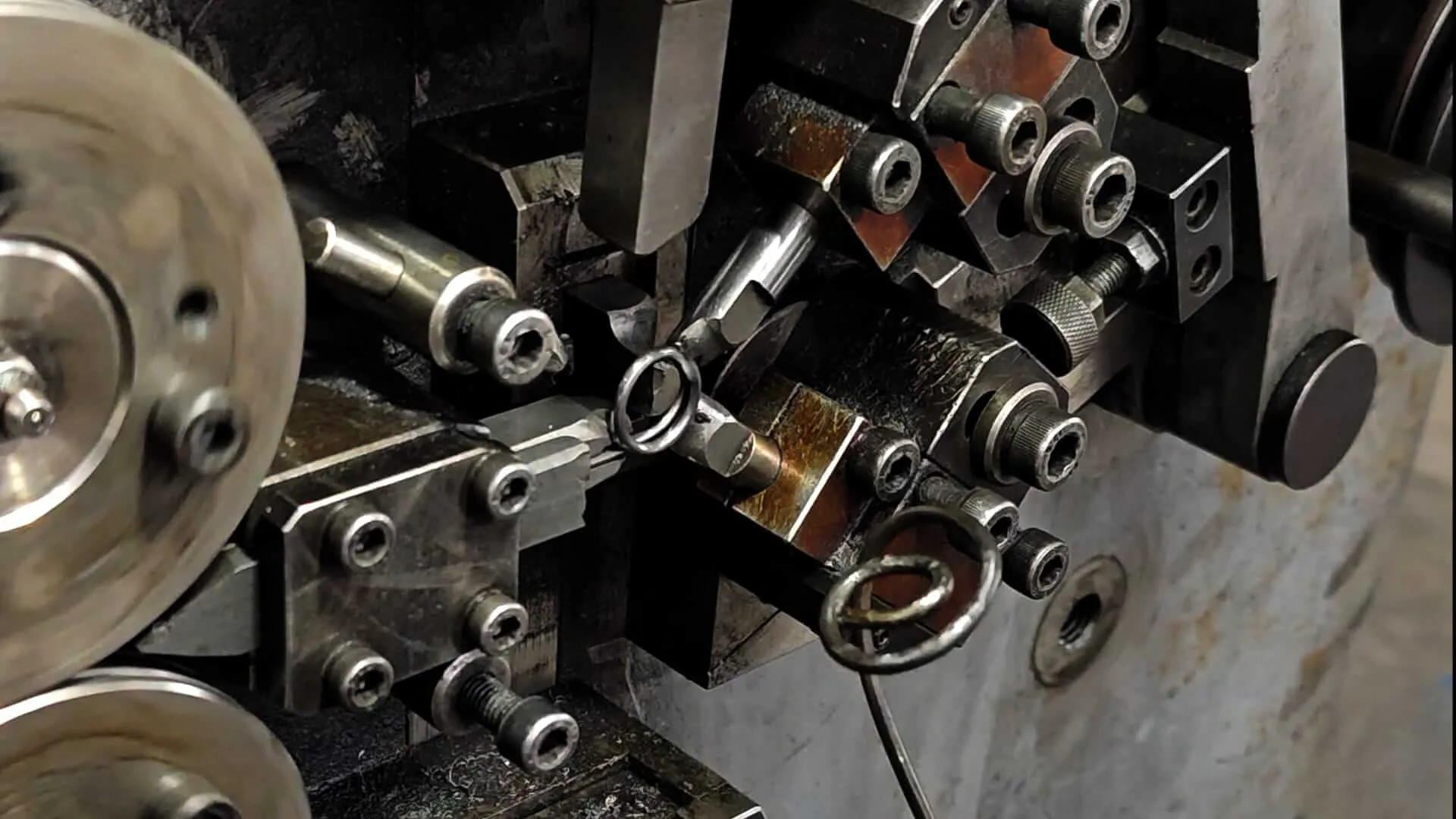
弹簧绕制
将钢丝送入 CNC 数控卷簧机,通过精确控制送线速度、卷绕直径、节距和圈数等参数, 将钢丝卷绕成设计要求的螺旋形状。我们的设备可自动完成等节距、变节距、变径等复杂成型工艺, 支持模具弹簧、压缩弹簧、拉伸弹簧、扭转弹簧等多种类型的高速稳定生产。

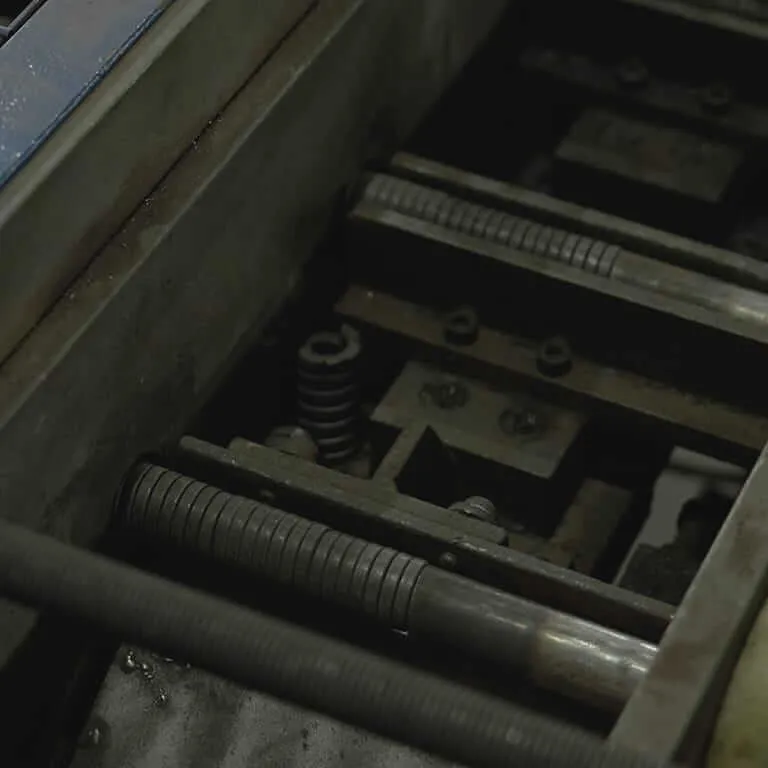
高温回火
绕制成型后的弹簧内部存在较大的残余应力,需通过回火热处理加以消除。 根据材质和规格的不同,回火温度通常控制在 200°C~450°C 之间。 热处理能够显著提升弹簧的弹性极限和疲劳寿命,同时稳定几何尺寸, 是保证弹簧长期可靠工作的关键工序。

端面磨削
对压缩弹簧的两端面进行平面磨削加工,使弹簧能够垂直、稳定地安装在工作面上。 磨削后的端面平整度直接影响弹簧的受力均匀性和使用寿命。 我们采用双端面磨簧机,一次装夹即可完成两端磨削, 端面垂直度控制在 2° 以内。
强压处理
强压处理(又称立定处理)是将弹簧压缩至固体高度并保持一定时间的工艺。 通过预先施加超过工作载荷的应力,使弹簧产生微量塑性变形, 从而提高弹簧的抗松弛能力和负荷稳定性。经过强压处理的弹簧, 在长期使用中不易出现自由高度下降和弹力衰减的问题。

电泳着色
电泳涂装是一种高效的表面处理工艺,通过电场作用将涂料均匀沉积在弹簧表面, 形成致密的防护涂层。相比传统喷涂,电泳涂层厚度均匀、附着力强、耐腐蚀性优异, 且可根据客户需求定制颜色。此外我们还提供镀锌、镀镍、发黑、达克罗等多种表面处理方案, 满足不同应用场景的防腐和外观要求。

标识与包装
为确保产品在物流运输中的安全性和终端客户的使用体验,我们提供完善的可追溯标识和定制化包装服务。
- 激光标识 — 在弹簧上持久刻印材质牌号、尺寸规格、负荷等级及批次编号,确保全程可追溯,符合 ISO 9001 标准。
- 出口级包装 — 采用 VCI 防锈膜、真空密封或防锈油进行防腐保护;定制泡棉或塑料内衬防震设计;提供可回收环保材料,符合欧盟及国际环保法规。
- 品牌定制 — 支持客户 Logo 印刷,提升品牌辨识度和产品识别度。
绕制工艺优势
二十余年弹簧制造经验,为您提供高品质的绕制解决方案
高精度 CNC 设备
全线采用日本及台湾进口数控卷簧机,绕制精度达 ±0.05mm,确保每一件产品的尺寸一致性。
宽泛的规格范围
线径覆盖 0.1mm~16mm,可生产模具弹簧、压缩弹簧、拉伸弹簧、扭转弹簧及异形弹簧等多种类型。
稳定的批量产能
50+ 台卷簧设备同时运行,月产能超过 2000 万件,交期稳定可控,满足大批量订单需求。
全流程质量管控
从来料检验到成品出货,每道工序均有明确的质量控制标准,通过 ISO 9001 体系认证。
环保合规
所有表面处理工艺均符合 RoHS / REACH 标准,废水废气达标排放,践行绿色制造理念。
专业技术支持
拥有经验丰富的工艺工程师团队,可根据客户需求提供选材建议、结构优化和打样验证服务。
需要定制弹簧?
无论是标准规格还是特殊定制,我们的工程师团队都能为您提供专业的弹簧绕制解决方案。 欢迎发送图纸或技术要求,我们将在 24 小时内给出报价。
